- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Produkter





Pa Sheet Extrusion Line Single Screw Extruder Machine
Pa Sheet Extrusion Line Single Screw Extruder Machine
Modell:SJ65/33
Skicka förfrågan
Produktbeskrivning


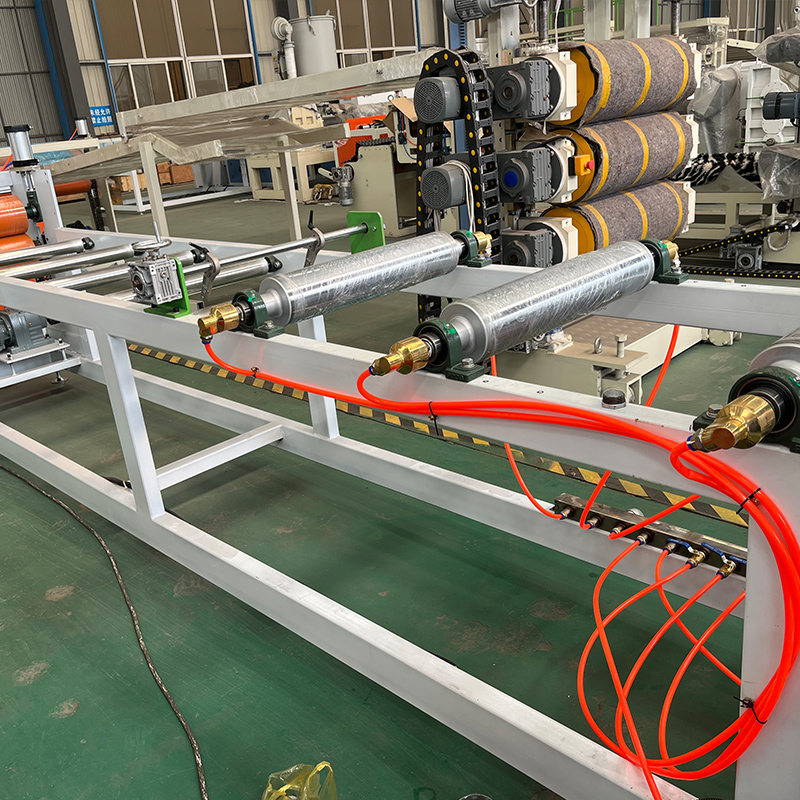
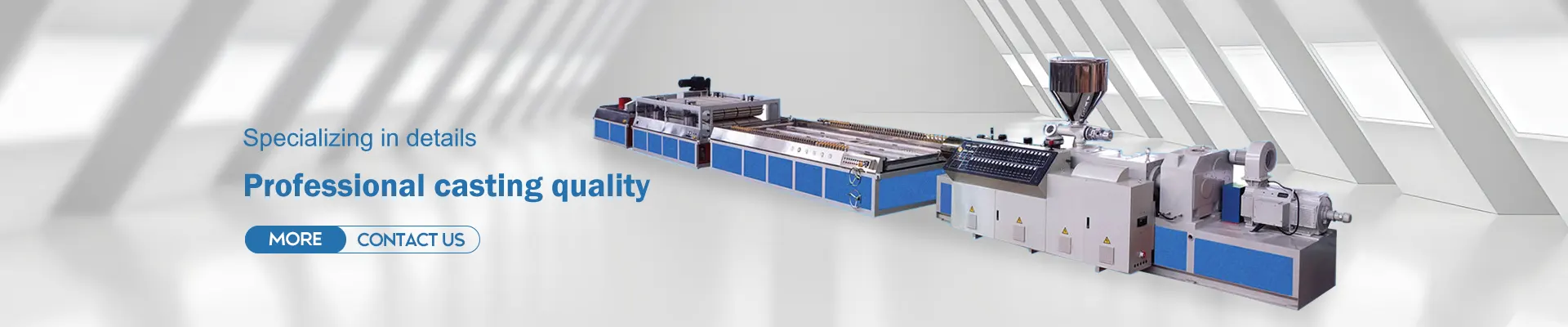
Pa Sheet Extrusion Line Single Screw Extruder Machine
Produktionsprocessen för PA-plåtutrustning involverar flera länkar såsom råmaterialbearbetning, smältextrudering, gjutning, kylning och formning, dragkraft och skärning, etc.
Val av råvaror
Huvudråvaran är PA-harts (som PA6, PA66, etc.), och tillsatser (som mjukgörare, flamskyddsmedel, masterbatches, förstärkningsfibrer etc.) kan tillsättas enligt produktkrav.
Nyckelkrav: Råvarorna måste uppfylla renheten, molekylviktsfördelningen och andra indikatorer för att undvika föroreningar som påverkar arkets prestanda.
Torkning av råvaror
PA-harts har stark hygroskopicitet och måste förbehandlas med varmluftstork eller vakuumtork:
Torktemperatur: 80-120 ℃ (justeras enligt PA-typ, såsom PA6 är i allmänhet 80-100 ℃, PA66 är 100-120 ℃).
Torktid: 4-8 timmar, se till att fukthalten är mindre än 0,1% för att undvika bubblor eller nedbrytning under extrudering.
Hot Tags: Pa Sheet Extrusion Line Single Screw Extruder Machine
Pa Sheet Extrusion Line Single Screw Extruder Machine, Kina, tillverkare, leverantörer, fabrik, grossist, kundanpassad, kvalitet
Relaterad kategori
Plåtutrustning
Mjuk dörrgardinmaskin
Styrelseutrustning
Produktionslinje för bilmattor
PLA nedbrytbar plastplåtsmaskin
Root Controller Machine
Plantbricka maskin
Blisterförpackningsmaskiner
Geocell maskin
Produktionslinje för plastprofiler
rörproduktionslinje
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.